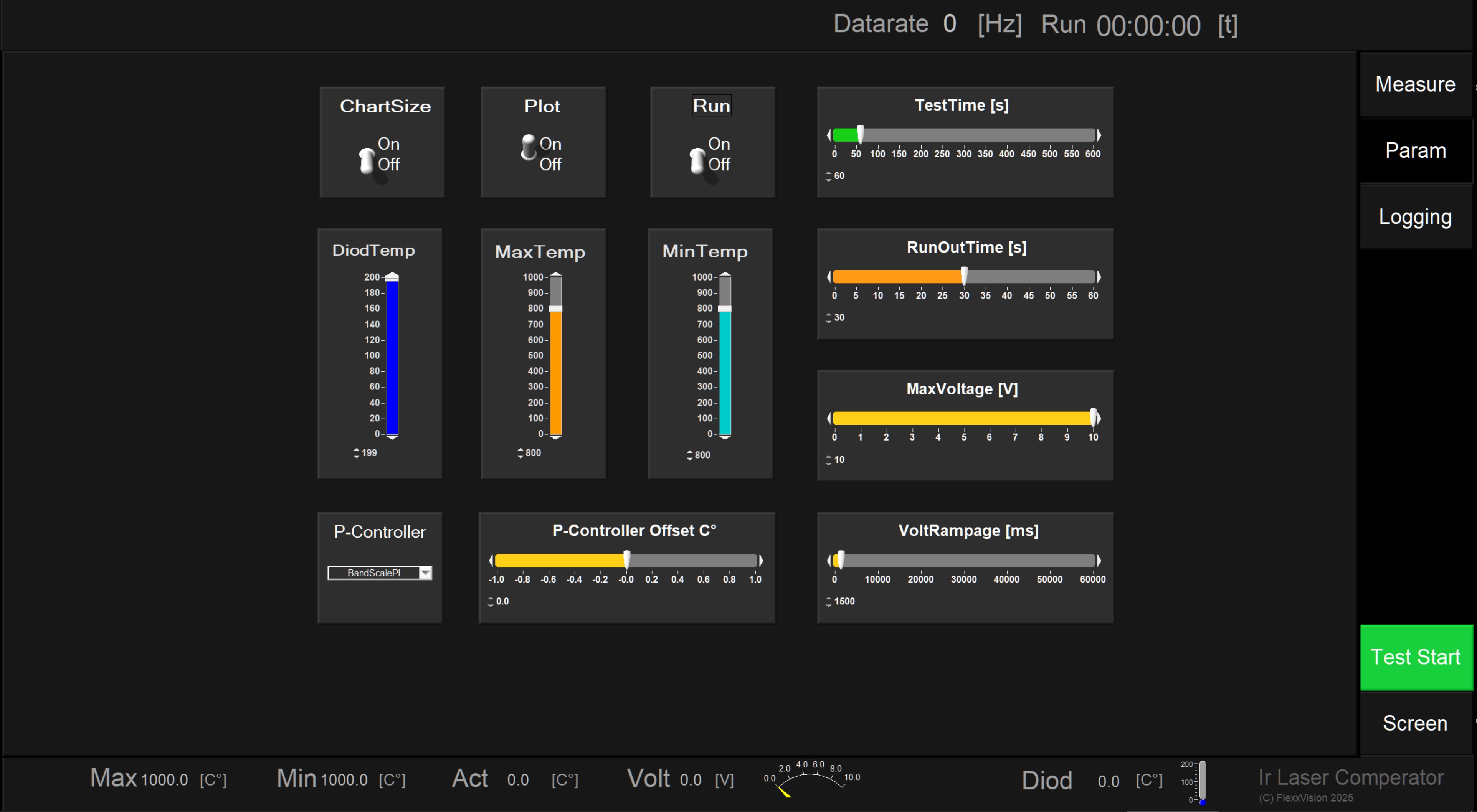
Autark über Terminal Konfigurierbar
Der Ir-Laser Controller hat ein Serial Terminal Menu mit allen Befehlen und kann so leicht Konfiguriert werden.Der Kontroller kann autark über ein RS232 19200 Baud Terminal Kontrolliert und parametrisiert werden.
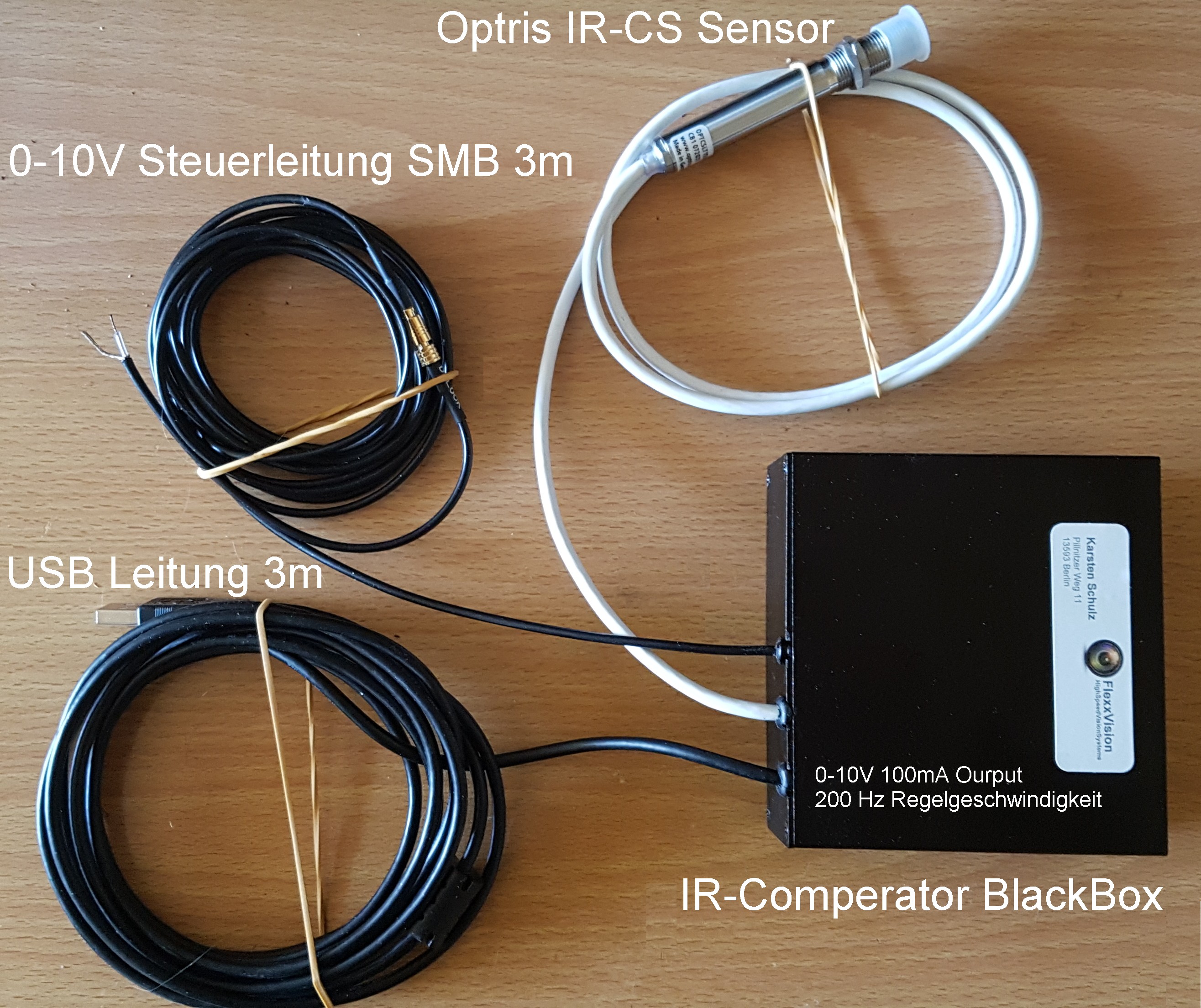
IR-Komparator – Terminalsteuerung bei 19200 Baud🔌 1. Verbindung herstellen
Um den IR-Komparator über das Terminal zu steuern, benötigst du eine serielle Verbindung via USB. Die Kommunikation erfolgt über ein Terminalprogramm wie:
⚙️ Verbindungseinstellungen
| Parameter | Wert |
| Baudrate | 19200 |
| Datenbits | 8 |
| Parität | Keine |
| Stoppbits | 1 |
| Flusskontrolle | Keine |
| Zeichensatz | ASCII / UTF-8 |
📟 2. Steuerbefehle im Detail
Alle Befehle werden als ASCII-Text über das Terminal gesendet und mit ENTER bestätigt. Die Eingabe erfolgt ohne führende Leerzeichen.
🔧 Betriebssteuerung
| Befehl | Funktion |
RUN=1 | Aktiviert den Reglerbetrieb. Der Komparator beginnt zu arbeiten und regelt aktiv. |
RUN=0 | Stoppt die Regelung. Alle Ausgänge werden deaktiviert. |
Hinweis: RUN=1 ist Voraussetzung für jede aktive Regelung oder Datenübertragung.
📊 Datenübertragung
| Befehl | Funktion |
PLOT=1 | Aktiviert die ASCII-Ausgabe der aktuellen Messwerte im Terminal. |
PLOT=0 | Deaktiviert die Ausgabe. Der Controller arbeitet weiter, sendet aber keine Daten. |
BURST=1 | Aktiviert die binäre Datenübertragung für externe Applikationen (z. B. Logging, Visualisierung). |
BURST=0 | Deaktiviert den Burst-Modus. Ausgabe erfolgt nur im ASCII-Format, wenn PLOT=1. |
Technischer Hinweis: Im Burst-Modus (BURST=1) werden die Sensordaten in einem kompakten Binärformat gesendet, ideal für Software, die die Daten direkt auswertet. Bei PLOT=0 sendet der Controller gar keine Daten, selbst wenn BURST=1 gesetzt ist — er regelt nur intern weiter.
🌡️ 3. Temperatur- und Regelparameter
| Befehl | Beschreibung |
TMAX=XX | Obere Temperaturgrenze in °C (z. B. TMAX=38) |
TMIN=XX | Untere Temperaturgrenze in °C (z. B. TMIN=22) |
MAXVOLT=XX | Maximale Ausgangsspannung in Volt (z. B. MAXVOLT=10) |
KMAX=XX | Sicherheitsgrenze für K-Typ Sensor (z. B. KMAX=50) |
CTRLOFF=X.X | Offset für die Regelung in °C (z. B. CTRLOFF=2.5) |
RMPTI=XXXX | Rampenzeit in Millisekunden (z. B. RMPTI=5000) |
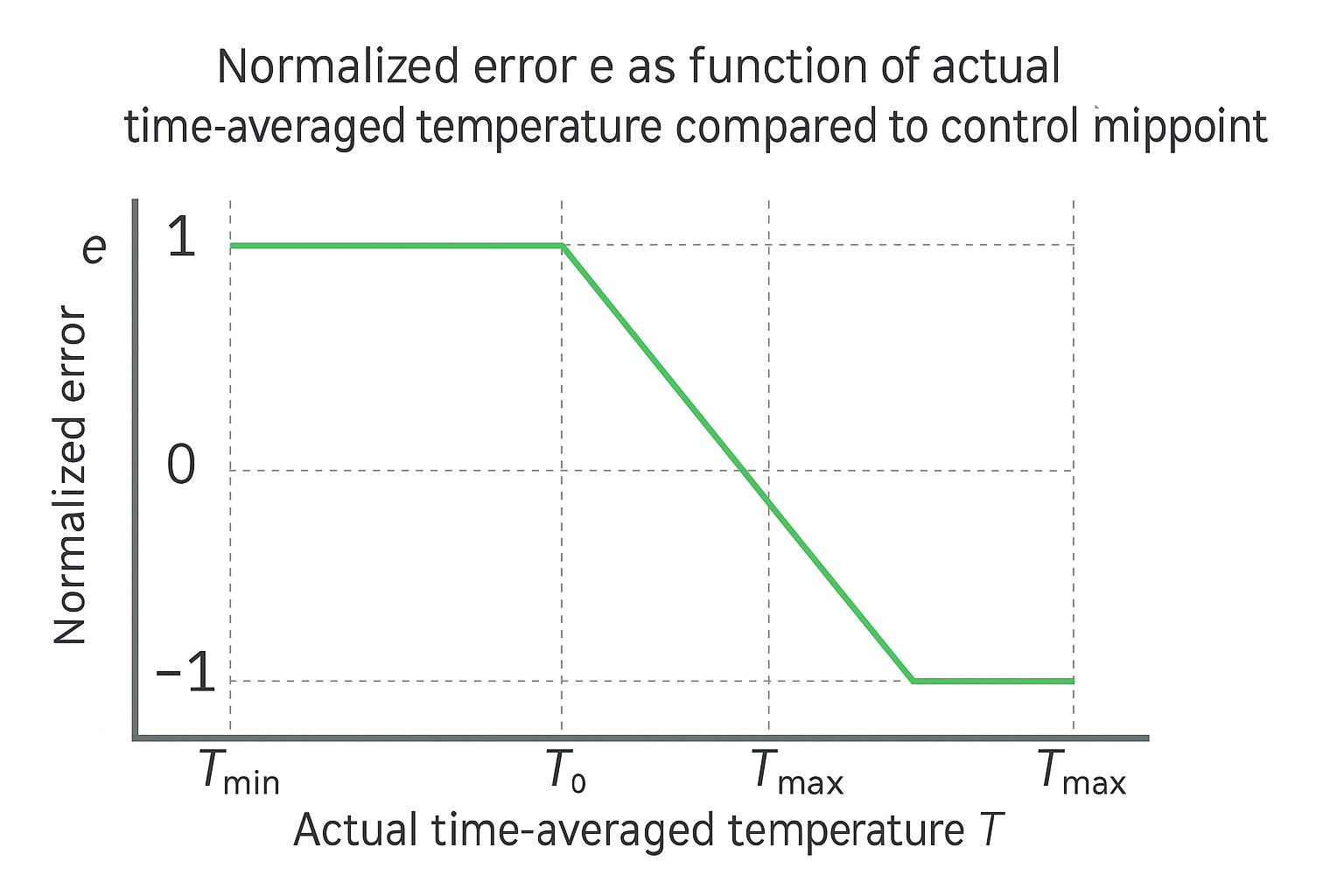
🎛️ 4. P-Regler aktivieren (
PCTR=X)
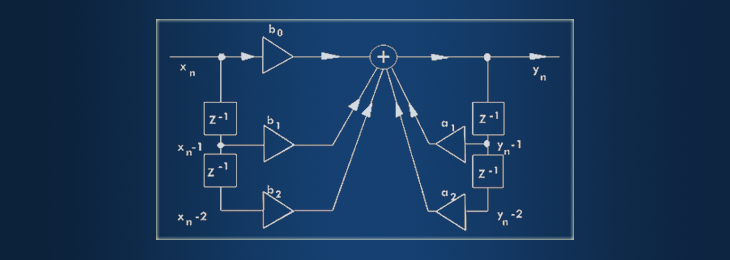
Der IR-Komparator bietet mehrere Regelalgorithmen, die je nach Anwendung aktiviert werden können:
| Wert | Reglername | Beschreibung |
0 | NoneP | Keine Regelung, lineare Skalierung der Temperatur auf Ausgangsspannung. |
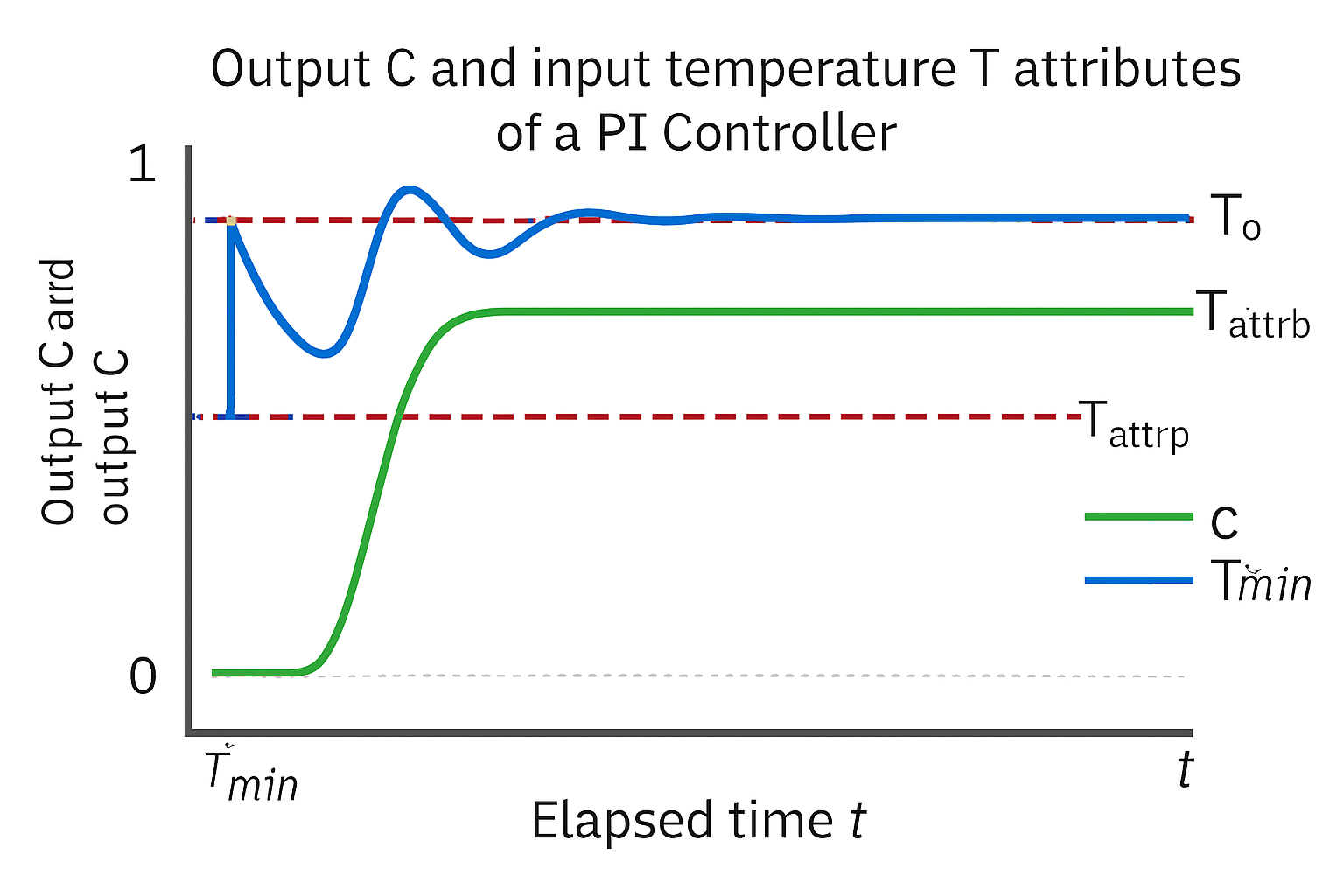
1 | BandScalePI | PI-Regler mit Bandbreitensteuerung und Dämpfung. Ideal für stabile Zielbereiche. |
2 | TrendGuardP | Überwacht den Temperaturtrend und dämpft bei unerwünschten Verläufen. |
3 | TrendScaleP | Skaliert die Ausgangsspannung abhängig von der Änderungsrate der Temperatur. |
4 | BoundDumpP | Dämpft die Regelung bei falschem Trend außerhalb des Zielbereichs. |
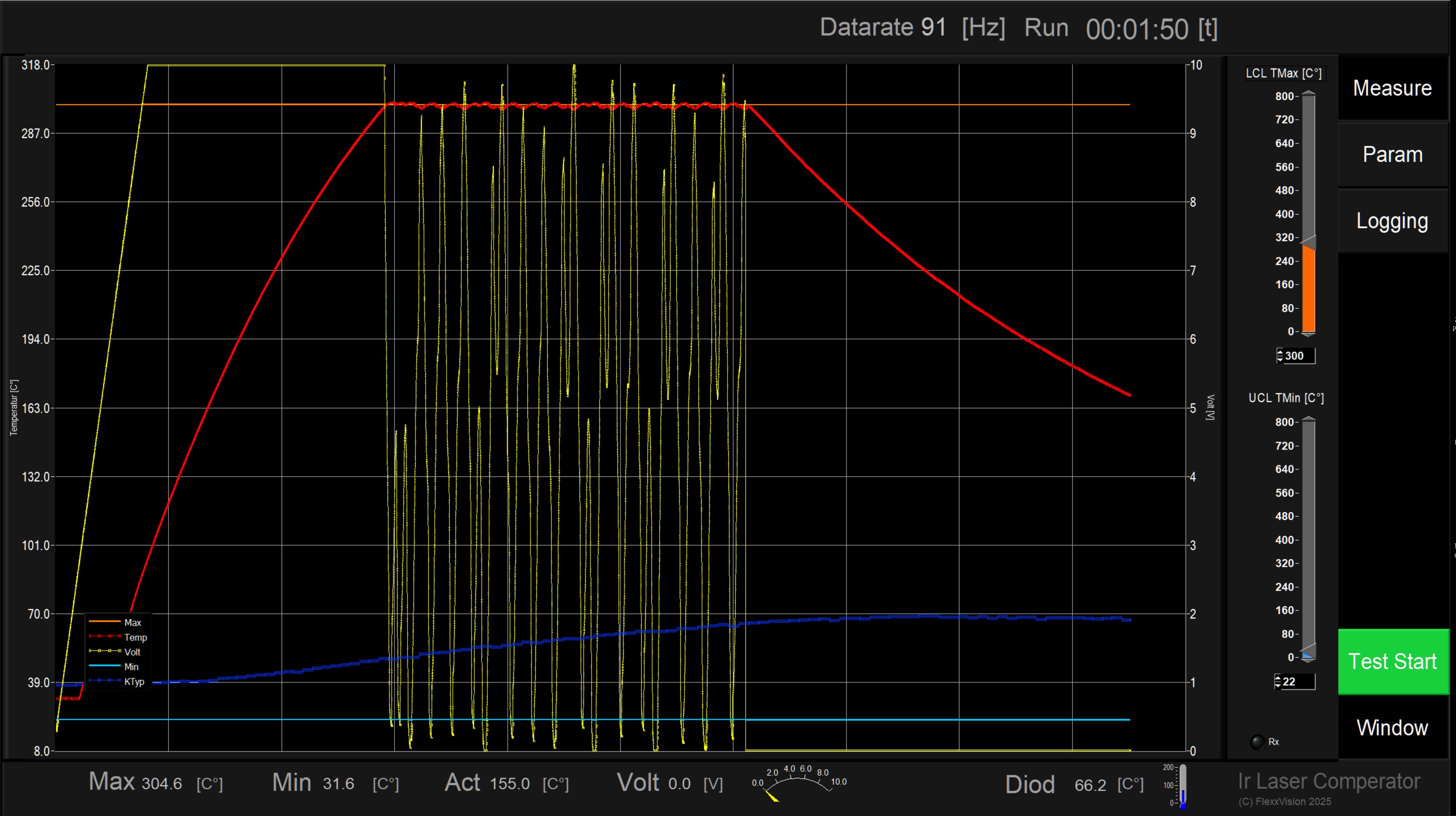
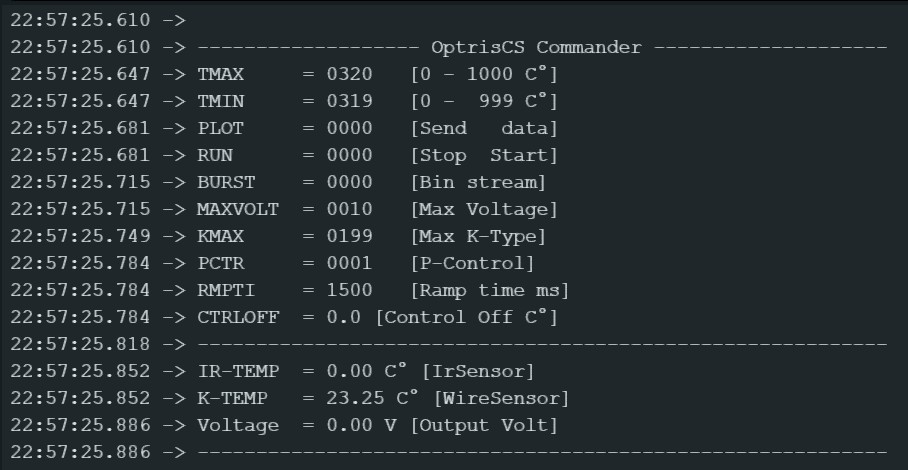
📈 5. Beispielhafte Terminalausgabe bei
PLOT=1text
TMAX = 0038 [0 - 1000 C°]
TMIN = 0022 [0 - 999 C°]
PLOT = 0001 [Send data]
RUN = 0001 [Stop Start]
BURST = 0000 [Bin stream]
MAXVOLT = 0010 [Max Voltage]
KMAX = 0050 [Max K-Type]
PCTR = 0002 [P-Control]
RMPTI = 5000 [Ramp time ms]
CTRLOFF = 2.5 [Control Off C°]
IR-TEMP = 36.2 C° [IrSensor]
K-TEMP = 34.7 C° [WireSensor]
Voltage = 2.4 V [Output Volt]
🛠️ 6. Anwendungstipps
-
Initialisierung: Beginne mit RUN=1, PLOT=1, und PCTR=1 für eine stabile Regelung mit Ausgabe.
-
Silent Mode: Nutze PLOT=0 für reine Regelung ohne Terminalausgabe.
-
Applikationsanbindung: Aktiviere BURST=1 für Software, die Binärdaten verarbeitet.
-
Reglerwechsel: Du kannst live zwischen den P-Reglern wechseln, um das Verhalten zu testen.
-
Sicherheit: Setze KMAX sinnvoll, um thermische Schäden zu vermeiden.